Home » Case studies » Performance testing of antifouling coatings
Performance testing of antifouling coatings
Major function of antifouling coatings is to keep added friction drag due to biofouling accumulation on a ship hull at a minimum. Performance testing of antifouling products on the other hand is currently mainly based on static raft exposure tests (according to ASTM D3623/ D6990) or polishing tests in seawater (ASTM D4938). Such methods give only indirect measurement of friction drag properties of hull coatings. In this article a description is given of three test methods that do give direct data on friction drag properties of coatings (with and without fouling) and as such can be used in product comparison and selection of suitable products. Whereas for registration of antifouling products manufacturers need to provide efficacy data from (simulated) field tests, a short description of this standardised method is given as well.
Efficacy tests for registration of antifouling products
Endures has long lasting experience in static raft exposure tests of antifouling paints. These tests are carried out according to the BPR Guidance Document Vol. II – Efficacy (version 3, ECHA, April 2018).
As an independent contract laboratory Endures can make direct comparison of the performance of paint products from different suppliers under the same exposure conditions. Our exposure site in the harbour of Den Helder, the major naval base in The Netherlands, is representative for North Sea coastal water with high fouling pressure during a fouling season lasting from March till November. Seawater parameters such as temperature, pH, salinity and oxygen concentration are continuously monitored at our lab. The methodology to evaluate the efficacy of antifouling paints is based on methods described in ASTM D3623/ D6990. Regular inspections and photographs are made during the fouling season, percentage coverage of fouling on panels is estimated and from these data a Fouling Resistance (FR) rate is derived: FR 100 means no fouling and with FR 0 a panel is fully covered. Product performance is evaluated on pass/fail criteria described in the BPR Guidance document. This test will only show the ability of a coating to resist or prevent the settlement of fouling organisms. Fig. 1 illustrates the test facility in the harbour of Den Helder, The Netherlands.
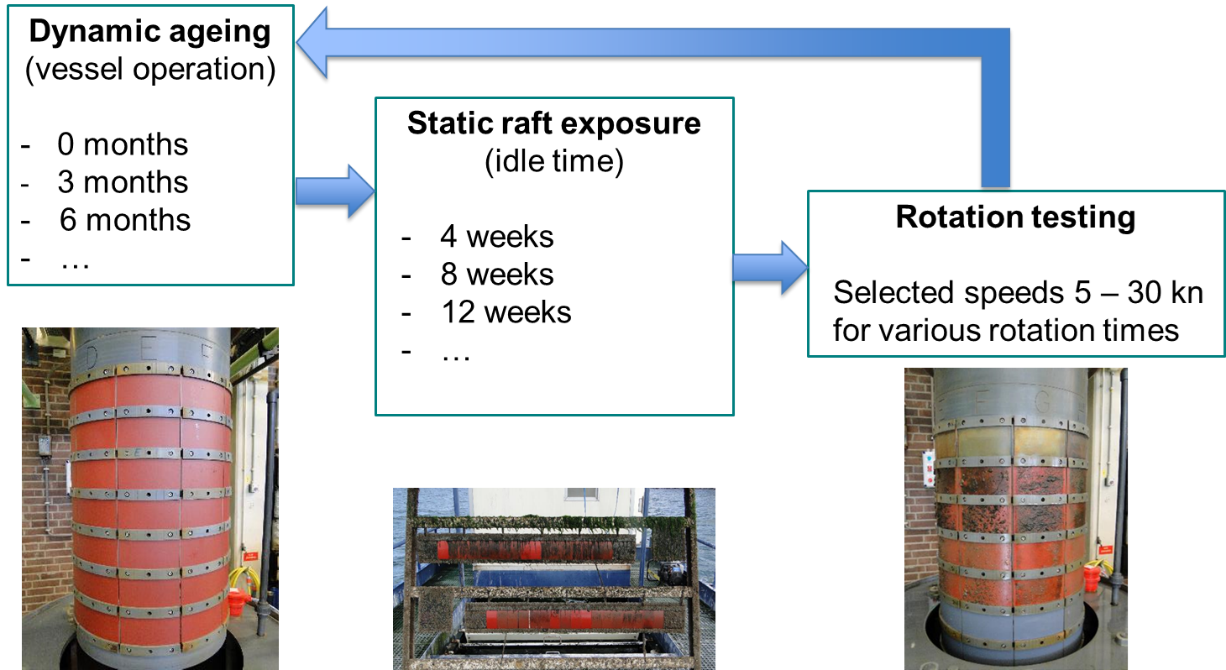
Fig. 3. Scheme of static/dynamic ageing protocol that will reveal foul release properties of hull coatings.
Fig. 1. Endures’ fouling exposure raft in the harbour of Den Helder
Drag performance testing of ship hull coatings
The principle of this test is to carry out comparative measurements of friction resistance of coated disks with and without fouling. In addition to static raft exposure tests this test gives relevant information on fouling adherence and release properties of hull coatings.
This test is carried out with the Friction Disk Machine available at the Endures laboratory. Paints under investigation need to be applied on circular disks. The coated disks are first measured in clean condition, then exposed for a specific time period in the harbour of Den Helder where they get fouled and then retrieved to the laboratory for a second drag measurement. The difference in friction drag between fouled and clean condition gives quantitative data on the drag penalty that a certain fouling pattern may give. This way different paint products can be compared on friction drag properties. The test method is suitable for both self-polishing paints (SPC) as well as for fouling release coatings (FRC).
Fig. 2. Fouling exposure rack with different hull coatings.
Fig. 4. Friction Disk machine for drag measurements on coated disks with and without marine fouling.
Minimal speed foul release test for hull coatings
The purpose of this test is to establish the minimal speed for self-cleaning of hull coatings with marine fouling. The test protocol involves two different steps: A) Static exposure of coated panels to marine fouling for periods of 1 – 4 months, followed by B) Rotating drum testing in seawater at increasing speed (4 – 30 knots) for several rotation times.
After static exposure the panels are inspected on fouling condition, mounted onto the rotor drum and subjected to a rotation protocol with incremental speed steps of 2 knots up to the speed where all fouling is removed. At each speed several rotation times can be investigated. Results that are obtained are twofold: 1) what is the minimal speed at which fouling starts to be washed off and 2) what speed/rotation regime is required to get a fully cleaned coating surface.
This way different coating products can be compared on foul release properties at various sailing speeds and after various idle times
Want to learn more about the performance of your coating systems?